 |
















Углеродистая сталь
по запросу
по запросу
| Количество: | |
|---|---|
Детальное изображение:
Стандарт:
Химический состав и механические характеристики:
Таблица 1- Химический состав | ||||||
Марка стали | С% | Си% | Мн% | П% | С% | АЛ% |
Е215 | ≤0,10 | ≤0,05 | ≤0,7 | ≤0,025 | ≤0,025 | ≥0,025 |
Е235 | ≤0,17 | ≤0,35 | 0,4-1,2 | ≤0,025 | ≤0,025 | |
Е255 | ≤0,21 | ≤0,35 | 0,4-1,1 | ≤0,025 | ≤0,025 | |
Е355 | ≤0,22 | ≤0,55 | ≤1,6 | ≤0,025 | ≤0,025 | |
Таблица 2 – Механические свойства при комнатной температуре | |||||||||
Условия доставки | БК | БКВ | ГБК | НБК (Н) | |||||
Марка стали | Рм | % | Рм | % | Рм | % | Рм | РеХ | % |
МПа (мин) | (Мин) | МПа (мин) | (Мин) | МПа (мин) | (Мин) | МПа (мин) | МПа (мин) | (Мин) | |
Е215 | 430 | 8 | 380 | 12 | 280 | 30 | 290~430 | 215 | 30 |
Е235 | 480 | 6 | 420 | 10 | 315 | 25 | 340~480 | 235 | 25 |
Е255 | 580 | 5 | 520 | 8 | 390 | 21 | 440~570 | 255 | 21 |
Е355 | 640 | 4 | 580 | 7 | 450 | 22 | 490~630 | 355 | 22 |
Другая спецификация:
Конечная форма | Скошенный конец, гладкий конец, исчезший или добавление пластиковых колпачков для защиты двух концов по желанию клиента. требования | |
Поверхность Уход | Смазанный, оцинкованный, фосфатированный и т. д. | |
Техника | Холоднотянутый и холоднокатаный | |
Приложение | 1. Автомобильные и механические трубы | |
2. Трубы для крекинга нефти. | ||
3. Труба котла высокого давления. | ||
4. Трубопровод для транспортировки жидкости низкого и среднего давления. | ||
5. Трубы для оборудования для химических удобрений. | ||
6. Трубы теплообменника | ||
Доставка Условия | 1. БК (+С) | Никакой термической обработки после последнего процесса холодной штамповки. |
2. БКВ (+ЛК) | После последней термообработки проводится легкий чистовой проход (холодное волочение). | |
3. БКС (+СР) | После окончательного процесса холодной штамповки трубы подвергаются отжигу для снятия напряжений. | |
4. ГБК (+А) | После заключительного процесса холодной штамповки трубы отжигаются в контролируемой атмосфере. | |
5. НБК (+Н) | После окончательного процесса холодной штамповки трубы подвергаются отжигу над верхним преобразованием. точка в контролируемой атмосфере. | |
Упаковка | 1. Упаковка комплекта. | |
2. Гладкий конец или исчезший по желанию клиента. | ||
3. Завернут в водонепроницаемую бумагу. | ||
4. Вретище с несколькими стальными полосами. | ||
5. Упакуйте в тяжелые трехстенные коробки. | ||
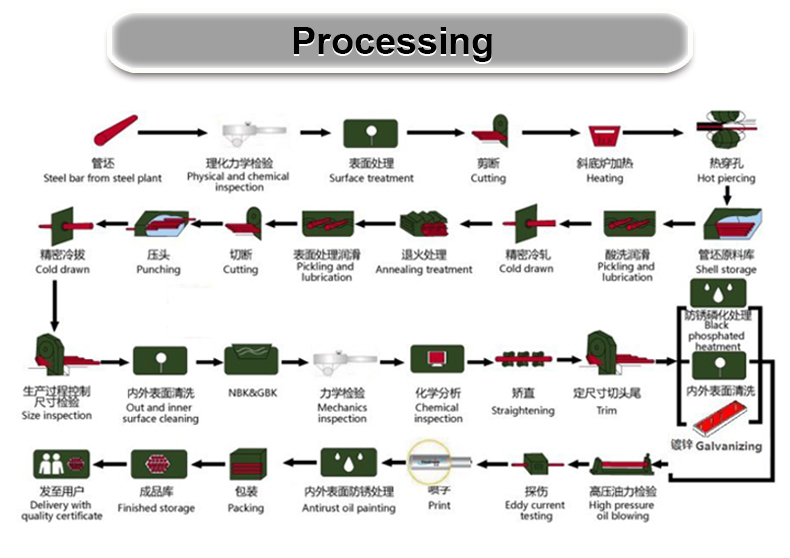
Стальной пруток со сталелитейного завода → Физический и химический контроль → Обработка поверхности → Резка → Нагрев → Горячая прошивка → Хранение оболочки → Травление и смазка → Холодная прокатка → Термическая обработка → Травление и смазка → Резка → Перфорация → Холоднотянутое → Проверка размера → Очистка внешней и внутренней поверхности → НБК или ГБК → Механический контроль → Химический анализ 
Поставка антлрустских масел→печать→упаковка→готовое хранение→доставка с сертификатом качества
1. Мы применяем специальные методы и специальные навыки в процессе кислотной очистки, чтобы справиться с место, где легко сформировать расщелину сгиба;
2.Хорошо организованный процесс, особенно строгий технический процесс отжига;
3. Что касается смазки, мы применяем международный процесс обработки на продвинутом уровне. во всем мире и поставить качество поверхности нашей продукции под строгий контроль, чтобы предотвратить появление трещин на поверхности.
Сертификат:

Сертификаты:
Согласно EN 10204 3.1.
Предметы проверки:
Прочность на растяжение, Предел текучести, Удлинение, Сплющивание, ВспышкаХимический анализВихревой ток
Тест 100%, проверка размера и поверхности 100%Другие тестовые элементы могут быть организованы по запросу.
Информация о компании:

Детальное изображение:
Стандарт:
Химический состав и механические характеристики:
Таблица 1- Химический состав | ||||||
Марка стали | С% | Си% | Мн% | П% | С% | АЛ% |
Е215 | ≤0,10 | ≤0,05 | ≤0,7 | ≤0,025 | ≤0,025 | ≥0,025 |
Е235 | ≤0,17 | ≤0,35 | 0,4-1,2 | ≤0,025 | ≤0,025 | |
Е255 | ≤0,21 | ≤0,35 | 0,4-1,1 | ≤0,025 | ≤0,025 | |
Е355 | ≤0,22 | ≤0,55 | ≤1,6 | ≤0,025 | ≤0,025 | |
Таблица 2 – Механические свойства при комнатной температуре | |||||||||
Условия доставки | БК | БКВ | ГБК | НБК (Н) | |||||
Марка стали | Рм | % | Рм | % | Рм | % | Рм | РеХ | % |
МПа (мин) | (Мин) | МПа (мин) | (Мин) | МПа (мин) | (Мин) | МПа (мин) | МПа (мин) | (Мин) | |
Е215 | 430 | 8 | 380 | 12 | 280 | 30 | 290~430 | 215 | 30 |
Е235 | 480 | 6 | 420 | 10 | 315 | 25 | 340~480 | 235 | 25 |
Е255 | 580 | 5 | 520 | 8 | 390 | 21 | 440~570 | 255 | 21 |
Е355 | 640 | 4 | 580 | 7 | 450 | 22 | 490~630 | 355 | 22 |
Другая спецификация:
Конечная форма | Скошенный конец, гладкий конец, исчезший или добавление пластиковых колпачков для защиты двух концов по желанию клиента. требования | |
Поверхность Уход | Смазанный, оцинкованный, фосфатированный и т. д. | |
Техника | Холоднотянутый и холоднокатаный | |
Приложение | 1. Автомобильные и механические трубы | |
2. Трубы для крекинга нефти. | ||
3. Труба котла высокого давления. | ||
4. Трубопровод для транспортировки жидкости низкого и среднего давления. | ||
5. Трубы для оборудования для химических удобрений. | ||
6. Трубы теплообменника | ||
Доставка Условия | 1. БК (+С) | Никакой термической обработки после последнего процесса холодной штамповки. |
2. БКВ (+ЛК) | После последней термообработки проводится легкий чистовой проход (холодное волочение). | |
3. БКС (+СР) | После окончательного процесса холодной штамповки трубы подвергаются отжигу для снятия напряжений. | |
4. ГБК (+А) | После заключительного процесса холодной штамповки трубы отжигаются в контролируемой атмосфере. | |
5. НБК (+Н) | После окончательного процесса холодной штамповки трубы подвергаются отжигу над верхним преобразованием. точка в контролируемой атмосфере. | |
Упаковка | 1. Упаковка комплекта. | |
2. Гладкий конец или исчезший по желанию клиента. | ||
3. Завернут в водонепроницаемую бумагу. | ||
4. Вретище с несколькими стальными полосами. | ||
5. Упакуйте в тяжелые трехстенные коробки. | ||
Стальной пруток со сталелитейного завода → Физический и химический контроль → Обработка поверхности → Резка → Нагрев → Горячая прошивка → Хранение оболочки → Травление и смазка → Холодная прокатка → Термическая обработка → Травление и смазка → Резка → Перфорация → Холоднотянутое → Проверка размера → Очистка внешней и внутренней поверхности → НБК или ГБК → Механический контроль → Химический анализ
Поставка антлрустских масел→печать→упаковка→готовое хранение→доставка с сертификатом качества
1. Мы применяем специальные методы и специальные навыки в процессе кислотной очистки, чтобы справиться с место, где легко сформировать расщелину сгиба;
2.Хорошо организованный процесс, особенно строгий технический процесс отжига;
3. Что касается смазки, мы применяем международный процесс обработки на продвинутом уровне. во всем мире и поставить качество поверхности нашей продукции под строгий контроль, чтобы предотвратить появление трещин на поверхности.
Сертификат:
Сертификаты:
Согласно EN 10204 3.1.
Предметы проверки:
Прочность на растяжение, Предел текучести, Удлинение, Сплющивание, ВспышкаХимический анализВихревой ток
Тест 100%, проверка размера и поверхности 100%Другие тестовые элементы могут быть организованы по запросу.
Информация о компании:

